
In our lab, we believe that Black Lives Matter, Love is Love, Women's Rights are Human Rights, Immigrants are Welcome, and of course, that Science is Real. We also believe that it all starts with Being Kind to one another.
|
|
|
In our lab, we believe that Black Lives Matter, Love is Love, Women's Rights are Human Rights, Immigrants are Welcome, and of course, that Science is Real. We also believe that it all starts with Being Kind to one another.
0 Comments
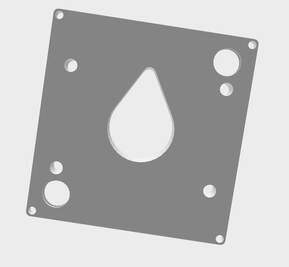 My student Alex Drivas (Biochemistry '21) has been spending part of his summer working on printing aluminum parts using our 3D printer. I encouraged Alex to try this approach because, if successful, it would transform our ability to make new equipment in the lab. Generally, if you need something made of metal, you send a drawing out to a company that uses a CNC mill to remove material from a block of metal until you have the desired shape. This is referred to as subtractive manufacturing. Now, our desktop 3D printers have the ability to print in metal or in plastics supplemented with metal at the click of a mouse. Instead of sending something off to an outside manufacturer and paying hundreds or thousands of dollars per piece, we can print a design in the lab in the matter of hours for just the cost of the printer (< $1000) and the cost of the filament (~$165 per kilo). The print does need to be de-bound and sintered offsite, so it's not instant gratification, but it is a huge step forward.
Alex is at the cutting edge of using this technology (a future employer will be very lucky) and I asked him to write up his specifications and thoughts on printing for the benefit of the 3D printing community. Here's what he has to say: General Specifications Hot end: 240 °C Bed temp: 100 °C Layer thickness: 0.2mm Perimeters: 4 count Infill type: Concentric Speed First layer print speed: 25mm/s Print speed: 40mm/s Travel speed: 125mm/s Cooling Fan: off Extrusion/Retraction Extrusion multiplayer: 90% First layer extrusion: 93% Retraction length: 6mm Retraction speed: 125mm/s Adhesion Dimafix 4 count brim Glass plate What I learned: Adhesion and extrusion settings were the most important variables in printing. I had to apply more Dimafix around the corners of the print than the center and introduce a small brim to achieve proper layer adhesion through the print. I had to lower the Z offset (beyond what I would for PLA for ABS) to get better first layer adhesion. In following layers, I manually increased the Z offset just slight. If the nozzle was too far from the plate, the layer would not stick properly, however, if the Z offset was too low, the nozzle would grab material from the print as it extrudes. Improper adhesion would cause the corners of the print to curl and destroy the progress of the print. Applying too much Dimafix however, would make it close to impossible to remove from the bed. Over-extrusion was a second variable adding to the debris build up around the nozzle. It was difficult at first to differentiate between the two. It will vary in printer type, but I narrowed ours down to the extrusion and retraction settings I had stated above. Decreasing the extrusion of the first layer however, made capturing the proper Z offset very important. Even with the successful print, I was still receiving a little over-extrusion and debris build up around the nozzle and had to pause the print to clean the nozzle. The debris did not build up over time, but rather varied based on contours and geometries at the specific stage of the print. The green part coming off the bed is unclean and needs to be sanded and filed to clean up the past troubles with extrusion. In terms of the material and how it physically printed, I would compare it to trying to print clay. Coming out of the hot end, it does not stick to the bed as you would expect. Rather, it sticks to itself at times you don’t want it to and doesn’t when you do. Geometrically the material is very limited. Holes below a 10mm radius print unclean and inconsistent through layers. Thicker walls the better. Any internal fillets or contours are difficult and should be avoided. The optimal print for this material would be a gear or some small, geometrically uncomplex, internally uniform object. Alex's work was supported by a grant from the Center for Undergraduate Excellence at Chapman University. |
Archives
November 2023
Categories
All
|
 RSS Feed
RSS Feed
